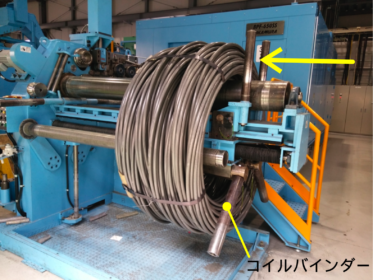
フォーマーでは、通常コイル状の線材を用います。コイル材は結束バンドで束ねられていますが、このバンドを切断する際にスプリングバックが発生して一気にはじけるため、非常に危険です。特に大型機の場合は大けがにつながる可能性もあります。
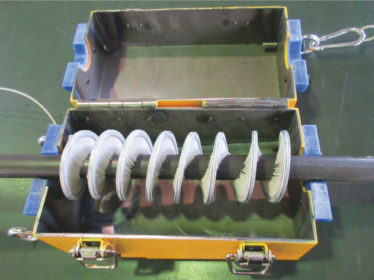
フォーマーを円滑に稼働させるには、潤滑油・冷却油が非常に重要な役割を担っています。オイルが劣化したり、異物の混入によって配管に詰まりが発生すると、本来必要な吐出量を確保できずに焼き付きが発生することもあります。
オイルはフォーマーの稼働には欠かせないものです。汚れのないきれいなオイルを使用することで部品の摩耗を減らし、配管詰まりによる焼き付きや故障を防ぐことができます。
ボンデ処理は、材料の表面に潤滑皮膜を生成させるもので、プレス成形時に材料と金型の間に生じる摩擦を軽減し、焼き付きを防ぐ大切な働きがあります。その一方で、ボンデライトが粉となって飛散すると、オイルや床を汚す原因となります。
フォーマーで生産された製品は、搬送途中で引っかかったり、何らかの理由でコンベア上に残ってしまうことがあります。そんなとき、人が目視で残品がないかを確認しますが、ステップ台を上り下りして何度も移動しなければならず、時間ロスが発生する作業となっています。
「コンベアや付帯設備の遅延停止時間を変更したい」
「問題発生!まず診断しなければ!」
そんなちょっとした作業の場合でも、以前は電気担当のエンジニアが現地まで赴く必要がありました。
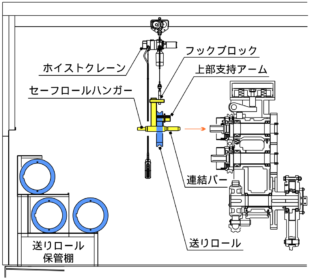
送りロールを着脱する際は、重いロールを高い位置まで持ち上げる必要があり、特に大型機においては非常に重労働となります。
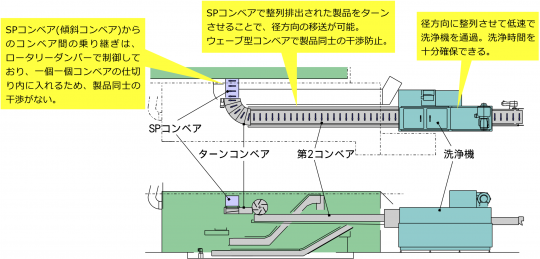
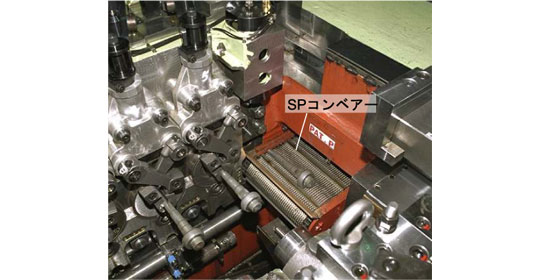
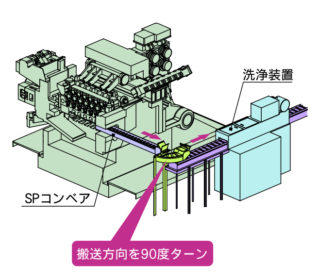
フォーマーで圧造された精密部品は、打痕傷防止のSPコンベアでフォーマー側面から機外に搬出されたのち、フォーマーの前方 或いは 後方に搬送され、洗浄後に箱詰めされます。
フォーマーでは、通常コイル状の線材を用います。コイル材はバンドで束ねられていますが、この結束バンドを切断する際にスプリングバックが発生して一気にはじけるため、非常に危険です。
フォーマーにより生産される部品は精密化が進み、ネットシェイプ化されることが多くなっています。
サカムラでは、成形後の製品の打痕傷を削減する「SPコンベア」を開発していますが、圧造部品のさらなる高精度化に対応するため、SPコンベア後の打痕対策にも配慮したSPラインを製品化しています。
フォーマーのコンパクト化に伴い、オイルタンク容量も縮小される傾向にあります。
オイルの汚れが目立つようになる中、潤滑オイルの清浄度を維持するために、スライド部にシールを設けることでクーラントオイルとの分離を図っています。
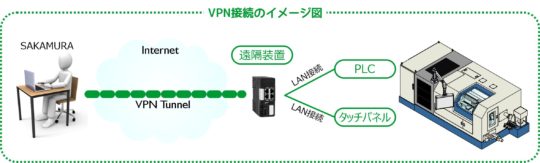
電気担当者が出張対応できないケースや、遠く離れた海外の場合でも、現地サイドで機器にパソコンをつないで、遠隔操作ソフトを立ち上げるという作業を行って頂ければ、インターネット経由でパソコンを遠隔操作して、エンジニアが現地に出向いた場合と同じ作業を実践できます。
VNC(Virtual Network Computing)とは、同一ネットワークにつながった他のコンピュータの画面を遠隔操作することのできるリモートデスクトップソフトウェアです。
このソフトを利用して、離れた場所からタッチパネル画面を確認したり、操作することができます。
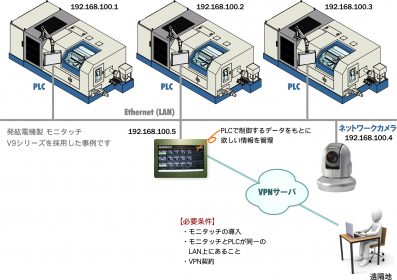
例えば本社から各地の工場設備の稼働状態を監視し、異常の兆候を確認することで、計画的に機械のメンテナンスを実施するといったことができます。
適切なメンテナンスを行うことで、機械や設備の寿命を延ばすことができ、突発的な機械停止の発生回数を減らすことにもつながり、予防安全に効果的です。
フォーマーでは、稼働を開始するとダイブロックが加熱され、金型の熱膨張が発生するので、所定の温度に達するまでブランクの寸法変動がみられます。
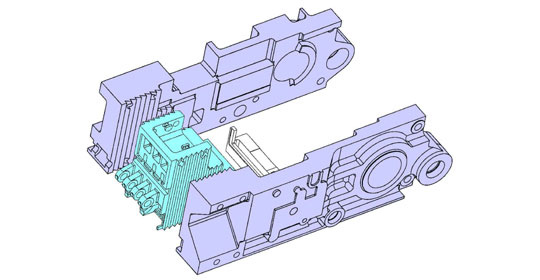
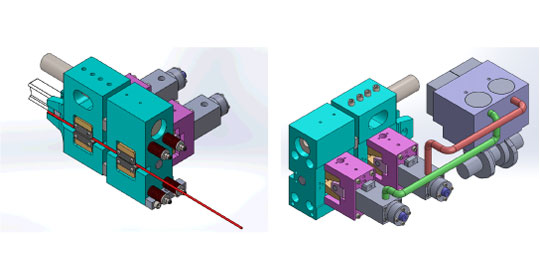
個別式ダイブロックは、各工程のブロックを独立させて隙間を設けています。
そのため、圧造時に発生する熱の影響が隣の工程に及ぶのを抑え、ダイブロック全体の熱膨張を抑制することができます。
これは、ダイブロック内のクーラントオイル配管と併用することで、より効果を上げることができます。
サーボフォーマー®は、サーボモーターでラムスライド速度や加圧速度などを自在に設定できます。
このサーボの特徴を生かすことで、下記のような効果が期待できます。
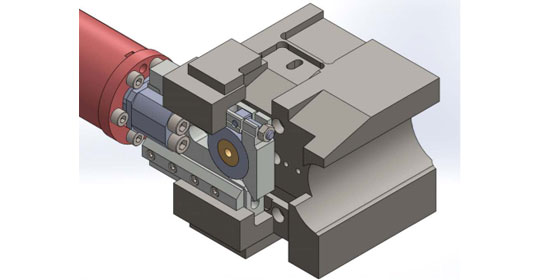
トリミングロッドを切断側に配置したことで、圧造部へのアクセスが容易になり、ナイフ交換やクイル調整も楽な作業姿勢で行えるようになりました。 ユーザー様のご要望を取り入れて改善した事例です。
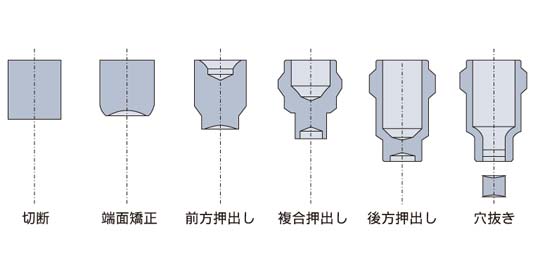
フォーマーでは、前方押し出し、後方押し出し、アプセットといった様々な工法を組み合わせて複雑な形状のブランクを成形します。
鍛造は、成形される被加工材の性状、形状によって、異なる温度域を利用します。温度域にはその温度によって、冷間・温間・熱間があります。
そして、冷間鍛造を行うフォーマーを「冷間フォーマー」、温間鍛造は「温間フォーマー」、熱間鍛造は「熱間フォーマー」と呼称しています。
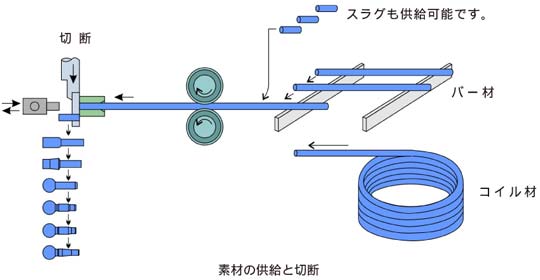
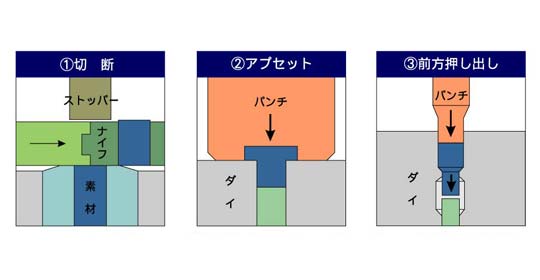
フォーマーの鍛造機としての最大の特長は、材料の切断機能を有していることです。
プレス機の場合、バー材などから素材を切断して、熱処理、表面(潤滑)処理を行い、「スラグ」と呼ばれるプレス用素材を製作してからプレス機に投入する必要があります。
それに対してフォーマーでは、コイル材、もしくはバー材を機械内で所定の寸法に切断し、その切断ブランクをそのまま搬送(トランスファー)して、複数の工程間にて粗から精へと成形することができます。
フォーマーは、金属素材の塑性(※1)を利用して成形する機械ですが、必要な形状を得るために、剪断加工(※2)も行います。以下に主な成形工法の一部を紹介します。
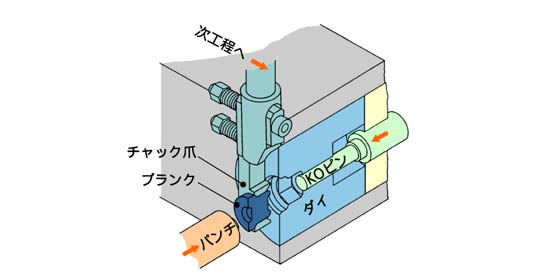
フォーマーではパンチとダイで形作られたものを「ブランク」と呼びます。
パンチとダイで素材に「形を転写」すると、KO機構が動作し、KOピンがダイ内のブランクを蹴り出します。
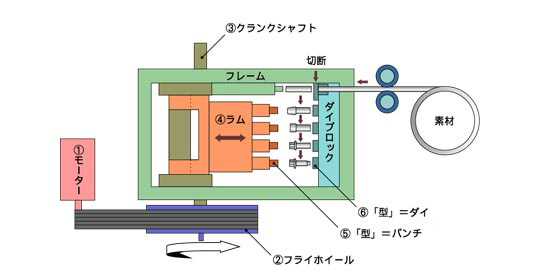
フォーマーとは一言でいうと、「横型多段式鍛造機械」です。
供給されたバー材やコイル材などの素材を一定の寸法に切断して、複数の対向する「型」の間に運び、型と型で圧力を加えて、形を作ります。
熱間フォーマーでは通常、数個の試打ちの際も全てのヒーターを使って、バー材まるまる一本を加熱しています。バーラックから全ヒーターを通過してバー材を加熱供給するには約7~8分かかります。
そこで、サカムラではバー材の先端のみ加熱するシステムを開発しました。
フォーマーでは、パンチの調整など圧造部に入っての作業が必要となる場合がありますが、不安定な足場での作業は危険を伴います。
SSR型ロータリーローリング機は、フォーマーとのライン化が可能です。
フォーマーから排出されたワークをスライドコンベアやパーツフィーダーを介してローリング機に供給するのが一般的ですが、パイプシュートを採用した事例もございます。
フォーマーの製品コンベアから排出されたワークがパイプシュートで自動整列され、即ローリング機に供給されるので、異品混入のリスクがありません。
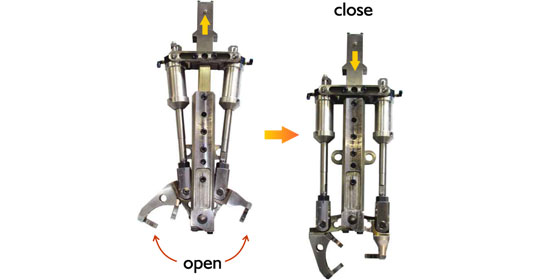
TF式チャックは、ブランクを三点で保持するため、あらゆる形状の製品を確実にグリップして安定したトランスファーを行います。
また、エアーシリンダーを採用しているため、ブランク把握力を簡単に調整することができます。
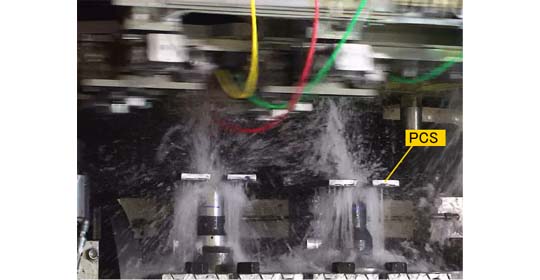
熱間フォーマーでは、圧造中に冷却水をパンチにまんべんなく行きわたらせる必要があります。
PCSは、パンチに前部から冷却水をかけるので、パンチ全周を均等に冷却し、工具寿命の延長を図ることができます。
ATBC(Auto Tool Block Changer)型段替えロボットは、ダイ・パンチの油圧ロックシステムを解除して、約5分でダイブロック、パンチブロックを自動交換します。
圧造部から搬送されたダイ・パンチブロックは、外段取り装置にセットして、次期生産に備えてセットアップを行います。
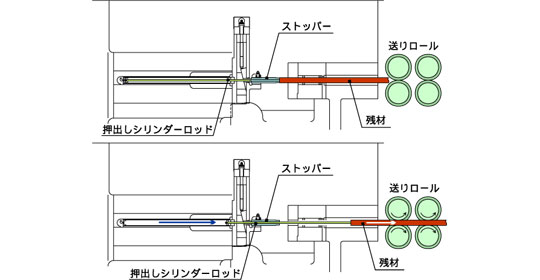
バー材供給中にフォーマーが停止した場合など、機内にバー材が取り残されることがあります。
残材除去システムは、ストッパーに内蔵されたシリンダーロッドにより、残材を簡単に機外に排出することができます。
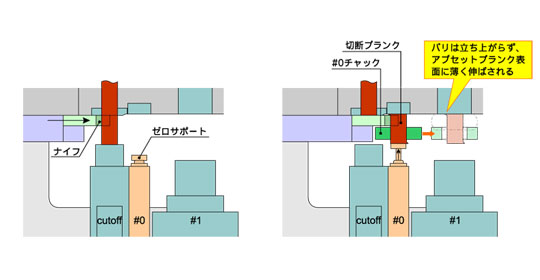
美しい製品成形のためにはバリが悪影響を及ぼさないことが求められます。特にベアリングレース成形においては、バリの打ち込みは忌避されています。
サカムラでは、上記の問題を『ゼロサポートシステム』で解決しました。
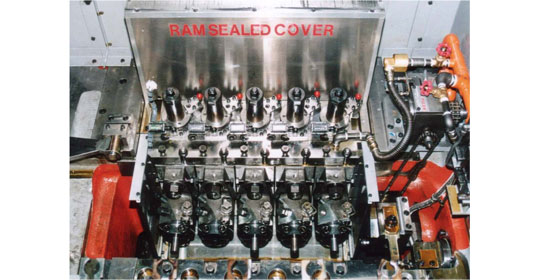
安定した一体のオーバーアーム型ラムです。
スケール・冷却水のラム摺動面への混入防止のため、ラム前面にエアーシールとグランドパッキンを取り付けることで、ラムスライドの長寿命化を図っています。
フォーマーの稼働中は、圧造荷重によってフレームに歪みが発生したり、ライナー部が内側に引っ張られたりすることがあります。それに対応するためには、応力集中部に十分な強度を持たせることが重要です。
例えば、圧造圧力21,000kNのフォーマーの場合、それに耐えるフレーム重量は150トン以上にもなります。
そこでサカムラでは、加工、運搬を考慮して、三分割のフレームを開発し、高剛性を実現しています。
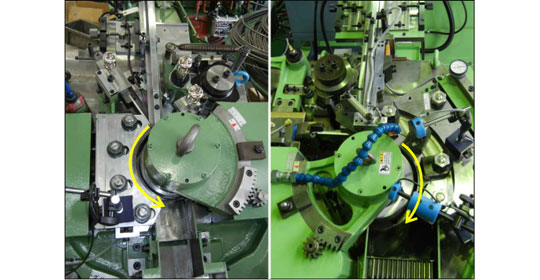
ロータリーローリング機の回転方向は、ユーザー様のご要望に合わせて右回り、左回りのいずれにもフレキシブルに対応させて頂いております。
ロングフォーマーは、当然のことながらダイも長くなり、その脱着が難しくなります。長いダイをダイブロックから引き出す作業は大変ですし、焼き付いた場合は抜き出すこともできなくなり、ダイブロックごとはずすという大工事となります。
そこで、サカムラでは上蓋だけ脱着することのできる半割式のダイブロックを開発しています。
従来のフォーマーは、手動ボタンによるクラッチインチング方式で調整していました。
ジョグダイヤルシステムは、サーボモーターを取り付けることにより、フォーマー(ラム)の前進・後退・停止が手回しダイヤルで簡単に行えます。これにより、段替え後の微妙な金型調整が容易になり、金型の破損回避にもつながります。特に、後退ができることで、チャック開閉タイミング等の微調整に威力を発揮します。
トランスファー全体が旋回することによって、オペレーターがチャック爪の交換や芯出し調整をするために、危険な圧造部内に入る必要がなくなります。
作業環境の改善、腰痛問題の解消、チャックの調整作業のスピードアップが図れます。
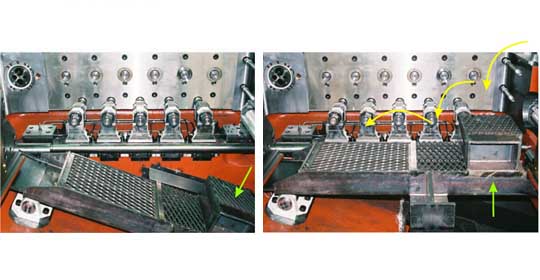
SPコンベアーは、フレームを貫通したコンベアーに製品をソフトランディングさせることで、成形された圧造製品が、金型またはチャックから落下したときにできる打痕傷の発生を防止します。
作業台のすぐ下をコンベアーが製品を搬送しているので、作業台に設けたチェック用の窓を開けて、その場ですぐに製品チェックすることができます。
ステンレス材を加工するには温間鍛造が適しています。
温間鍛造は素材を300~750℃に加熱してから加工する鍛造ですが、温間フォーマーでは、通常200~600℃付近で行われています。
サカムラフォーマーは、インダクションヒーターを装備して、温間仕様にすることが可能です。
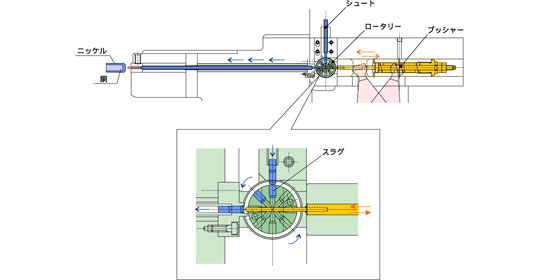
MPF型フォーマーにはスラグ供給システムを設けることができます。
ニッケルと銅、ステンレスと銅など異種金属の複合鍛造が行えます。
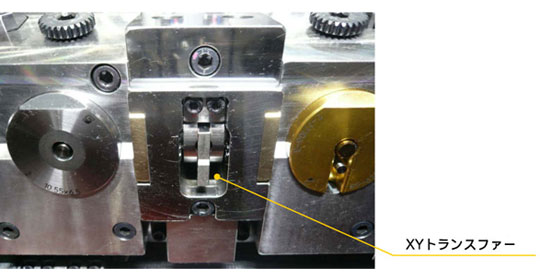
XYトランファーは、X方向に「押し出し」「据え込み」と成形されてきたブランクをダイ内で縦方向に90°ターンさせます。
Y方向に起こしたブランクをPFASのサポートでチャッキングして次工程に搬送し、ブランク側面から加工を行うことができます。
フォーマーは、内部に切断機構を持っており、コイル材やバー材を切断して中間在庫を持つことなく即成形できるのが特徴ですが、スラグ材の供給も可能です。
インパクト切断では、インパクト隙間を設けて切断の初速スピードをアップすることで、通常の切断システムより切断速度が2倍以上速くなっています。
この切断スピードの高速化によって、切断面精度の向上を図ることができるのです。
グリップフィードシステムは、ストッパーを用いないので、切断時にストッパーに押しつけられて発生するストッパー傷がつきません。
CSチャックは、任意の工程にセットできるカセット式チャックです。
チャック爪が上昇して大きく開くので、オープンアプセット径、チャッククリア径が従来と比べて大きく設定できます。
グリップ力も従来のチャックよりアップしているので、安定した搬送が行えます。
また、チャックの芯出し調整がしやすいことも大きなメリットとなっています。
ユーザー様から寄せられる最近のご要望として、フォーマーのコンパクト化があります。
PF-625SS型機の事例では、体積比で22%減少となっています。
PFASは、トランスファーが難しい形状のプランクを、高速運転中でも確実に次工程に搬送するのをアシストします。
特に、短軸パーツや頭部が大きくチャッキングが不安定なパーツの保持に威力を発揮しています。
大型機では、ダイをセットしたダイブロックは2トンを超えることもあります。
ダイブロックをフレーム内で外したりセットしたりするには、通常クレーンを用いますが、搬送により揺れているダイブロックの位置決めは、難作業となります。また、ダイブロックの揺動によってフレームに打痕傷がつくこともあります。
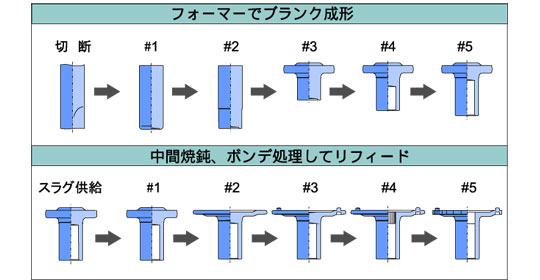
リフィードシステムは、複雑で高精度なパーツの成形システムです。
フォーマーで「切断」→「予備成形」→「ピアシング」などを行ってスラグを成形し、焼鈍により加工硬化を除去し、偏肉精度を高めるため、穴・チャンファーの切削加工を施してからポンデ処理を行い、再度フォーマーに供給して成形します。




 フォーマーを円滑に稼働させるには、潤滑油・冷却油が非常に重要な役割を担っています。オイルが劣化したり、異物の混入によって配管に詰まりが発生すると、本来必要な吐出量を確保できずに焼き付きが発生することもあります。
フォーマーを円滑に稼働させるには、潤滑油・冷却油が非常に重要な役割を担っています。オイルが劣化したり、異物の混入によって配管に詰まりが発生すると、本来必要な吐出量を確保できずに焼き付きが発生することもあります。