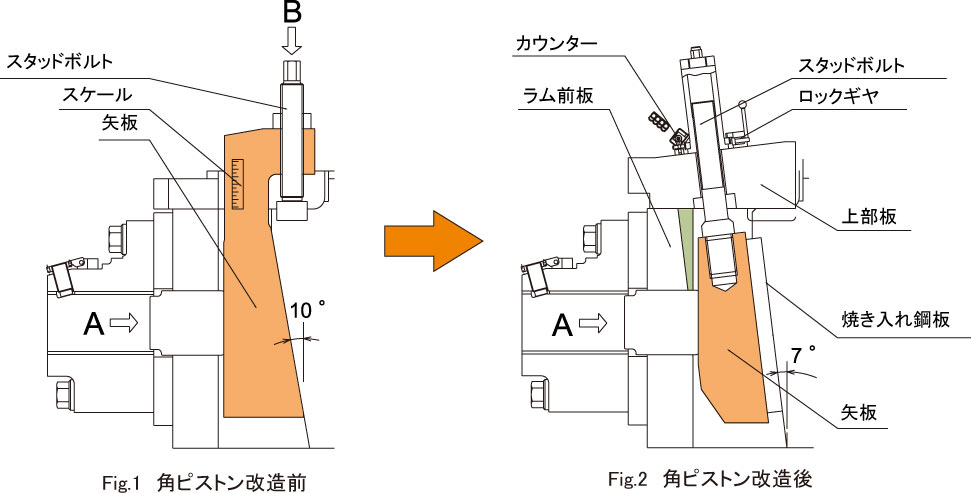
改造前(Fig.1)
・改造前の矢板テーパ角は、10°のためのスタッドボルトが傷む。
・矢板が開放型であり、切り粉などが受圧部にかみ込む恐れがある。
改造後(Fig.2)
・改造後の矢板テーパ角は、7°とした。
・焼き入れ鋼板を貼る事で、ラム側受圧部の耐久性をアップし、精度を長く保つことができる。
・上部板を取り付ける事で矢板への異物の混入を防止した。
・ラム前板上部をカットする事により、ラム前板を外さずに矢板が交換できる。
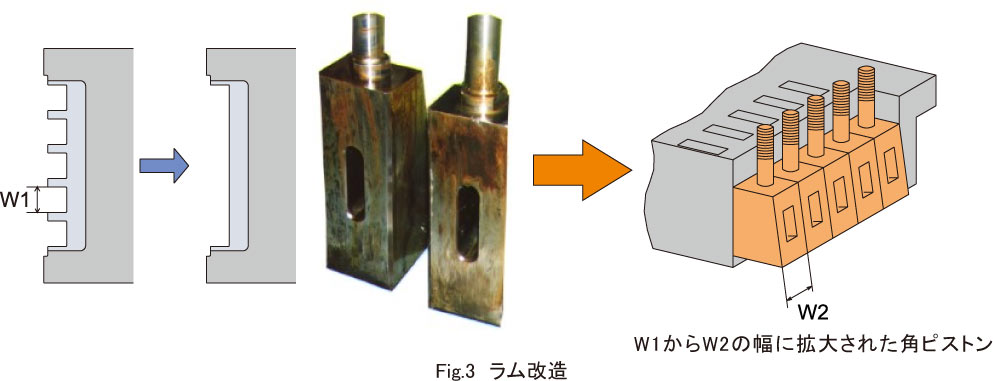
・ラム側の矢板仕切りを削除する事により、矢板受圧面積を拡大し、1工程あたりの許容荷重を増大させ、増加する難形状パーツの精度を高めた。(Fig.3)