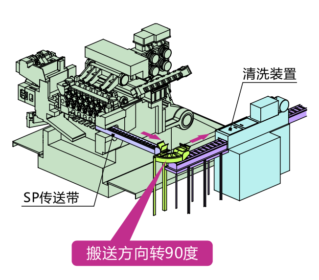
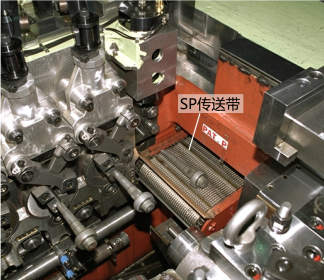
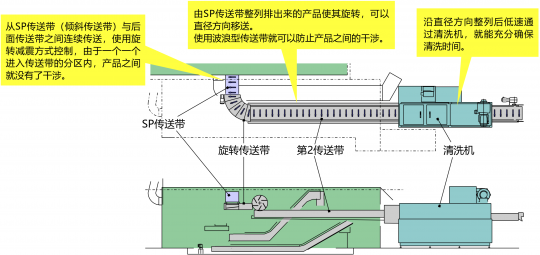
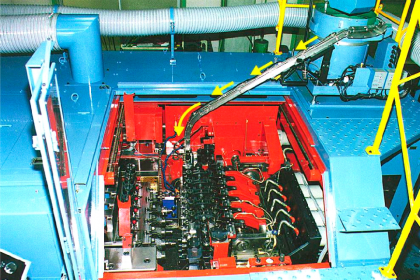
由成形机锻造出来的精密部品,通过打痕防止的SP传送带从成形机侧面向机器外部搬出之后,再被搬送到成形机的前方或后方,在清洗后装入箱子。
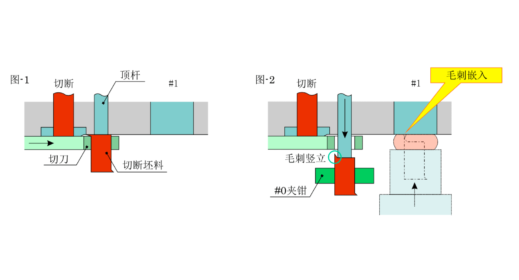
在热镦机上,由于切刀的磨损在切断的坯料上会发生毛刺。
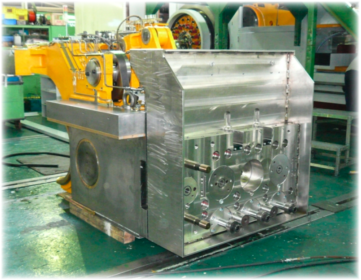
采用稳定的整体横梁式滑块。
为了保证滑块导轨的长使用寿命,防止氧化物・冷却水的混入,滑块正面采用高压风密封和橡胶密封。
SP传送带,就是贯通机器的机架让产品能够在传送带上软着落,被成形的锻造产品从模具或者夹钳上落下时尽量防止产品上打痕的发生。
机架在运转中,由于受到锻造负载的作用机架会发生扭曲变形,铜衬垫部在内侧会有被张紧的状况。为了对应此状况,让在应力集中的部位具有充分的强度是非常重要的。
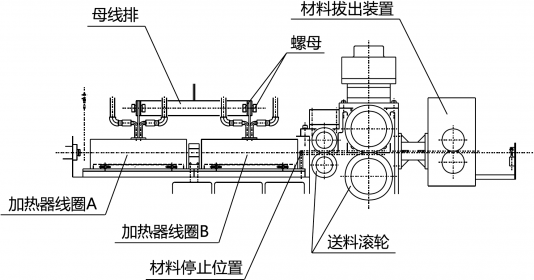
对于不锈钢材料加工适合使用温锻加工。
温锻是将素材加热到300~750℃后进行锻造的加工,而温锻成形机通常是在200~600℃附近进行加工。
阪村公司成形机在装备感应加热器后可以成为温锻机器的规格。
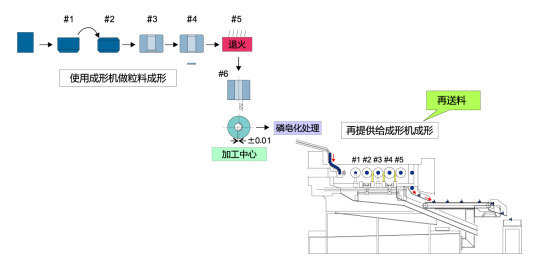
在MPF型成形机上能够设置粒料供给系统。可以进行镍和铜,不锈钢和铜等异种类金属的复合锻造。
随着成形机生产出来的部品精密化的进步,无废料化的生产变得多起来。
XY机械手,在X方向「正挤压」「镦粗」后成形的坯料在凹模内的纵方向旋转90°。
成形机在内部有切断机构,卷材以及棒材切断中途在库不需要能够立刻成形是成形机的特征,
但是粒料材料供给也可以。
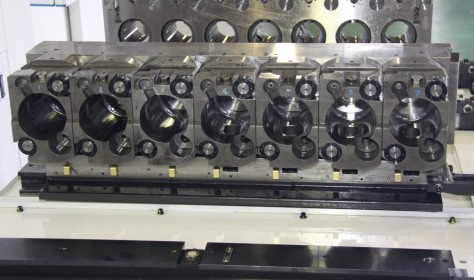
在成形机,如果开始运转后则相当于凹模座被加热,由于发生模具的热膨胀,在到达所定的温度之前可以看到坯件的尺寸变化。
单个式凹模座,将各个工位的模座独立并设置间隙。
为此,在锻造时可以抑制所发生的热量对隔壁工位的影响,也可以抑制凹模座全体的热膨胀。
这样,与凹模座内的冷却油管并用,能够达到更好的效果。
伺服成形机是使用伺服马达对滑块滑动速度以及加压速度等能够自在地设定。
由于利用这个伺服的特征,象下述的效果就能够期待了。
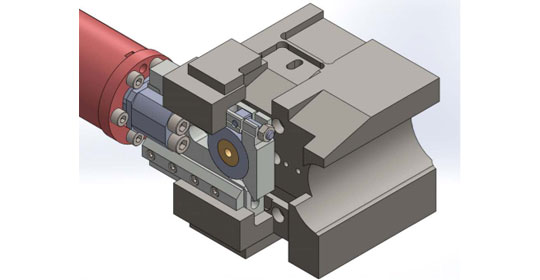
所谓冲击切断,就是由于设置了冲击间隙而使切断的初始速度提高,相比通常的切断系统切断速度要快2倍以上。通过这种切断速度的高速化,从而能够达到提高切断面的精度。
夹持送料系统,由于没有使用挡料杆,不会带有在切断时被压紧到挡料杆而发生的挡料杆伤。