株式会社阪村机械制作所是被称为“成形机”的卧式多工位锻造机器的制造厂家。
ME
产品信息
技术信息
咨询案例
公司概要
在线咨询
首页
>
咨询案例
>
耐久性提高
>
决定产品尺寸的冲头前后调整结构的改善
耐久性提高
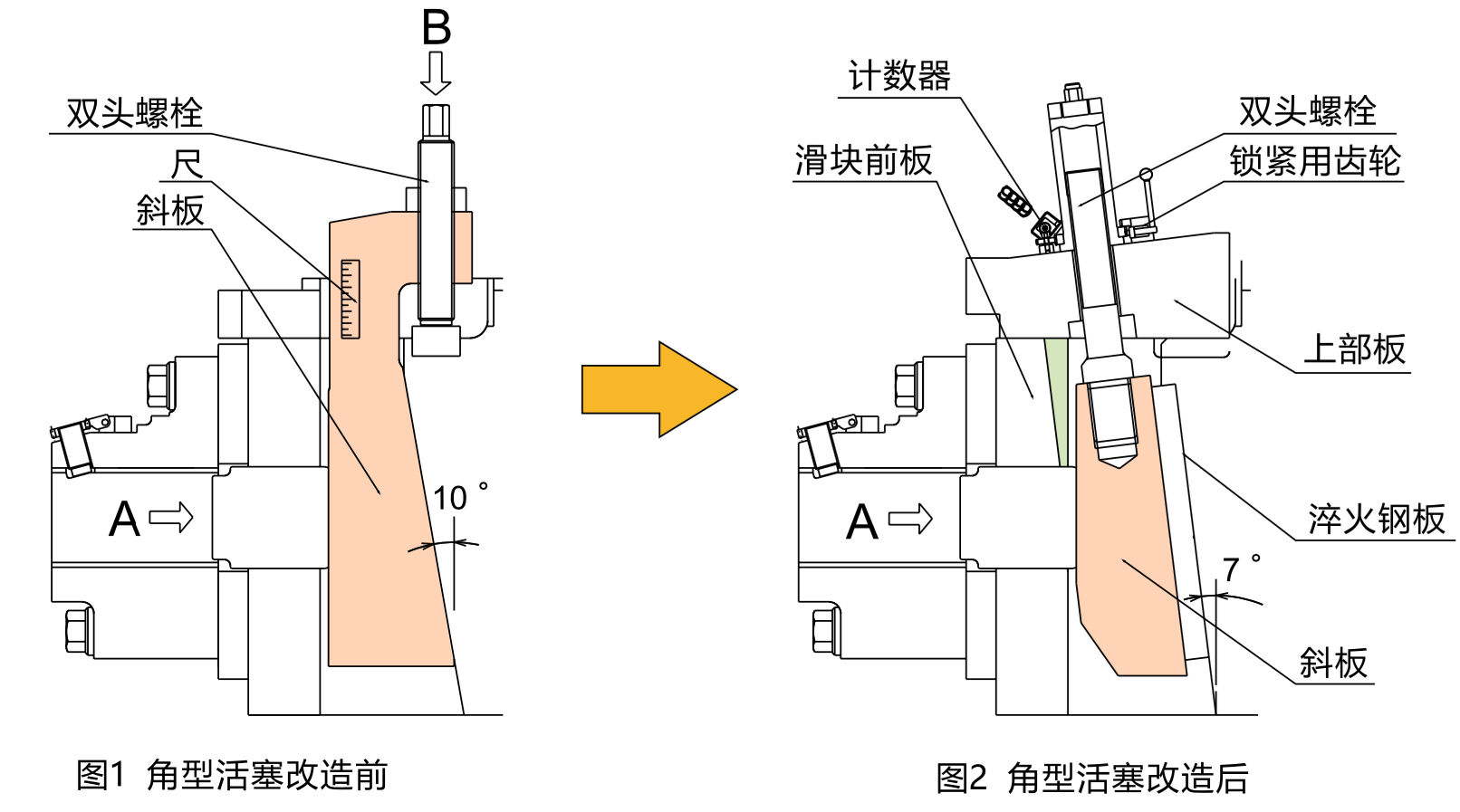
决定产品尺寸的冲头前后调整结构的改善
改造前(图1)
・改造前的斜板锥角度,由于是10゜双头螺栓容易受伤。
・斜板是开放型的,担心切断粉屑等夹入受压部。
改造后(图2)
・改造后的斜板锥角度,做成7゜。
・由于淬火钢板的粘贴,滑块侧受压部的耐久性得到提高,精度能够长久保持。
・由于安装了上部板,能够防止异物混入斜板。
・通过滑块前板上部的切除,滑块前板不需要卸下斜板也能够交换。
・通过滑块侧的斜板间隔消除,斜板受压面积扩大,1工位所容许的负载得到增加,不断增加的难形状零件的精度得到提高。(图3)
咨询案例:
耐久性提高
咨询案例
咨询案例
操作性提高
在作业台上能够检查试打品的检查传送带
WinMon (生产管理·调整控制上专用的Windows控制监视器)
触摸屏的导入
夹钳机外调芯治具
夹钳开闭凸轮的油压锁紧
冲头位置调整监视器
冲头调整量机械式计数器
PKO行程调整
超级螺母
冲模・凹模的齿锁紧
切边用承载块的一键交换
切断微调整的一键系统
推杆的改造
送料滚轮自动切换
材料反卷用导向滚轮
矫正滚轮用机械式计数器
稳定运转
谋求润滑油品质保持的离心机
短料切断监视装置
成形负载目视可知的负载波形监视器
模具的冷却系统和短轴支撑
夹钳夹持力的强化
简单低成本的简易PFAS
安全性提高
踏台下面的区域
基于噪音对策和安全基准的离合器用电磁阀
机内踏台的设置
调整运转时的操作者保护盖板
冲棒折损探知系统
应用扩大
接受试制作委托
C.S.夹钳
再送料系统
耐久性提高
决定产品尺寸的冲头前后调整结构的改善