In the hot forging process, burr could appear on cutoff blank due to wear of cutter knife.
If such burr is left and forged afterward, the machining amount will be required more at the following process.
To save material cost, it is necessary to minimize machining volume and also it is essential to make the cutoff blank free from burr in order to achieve good shaped product.
Especially bearing forming cannot allow definitely such burr left in the process of forging.
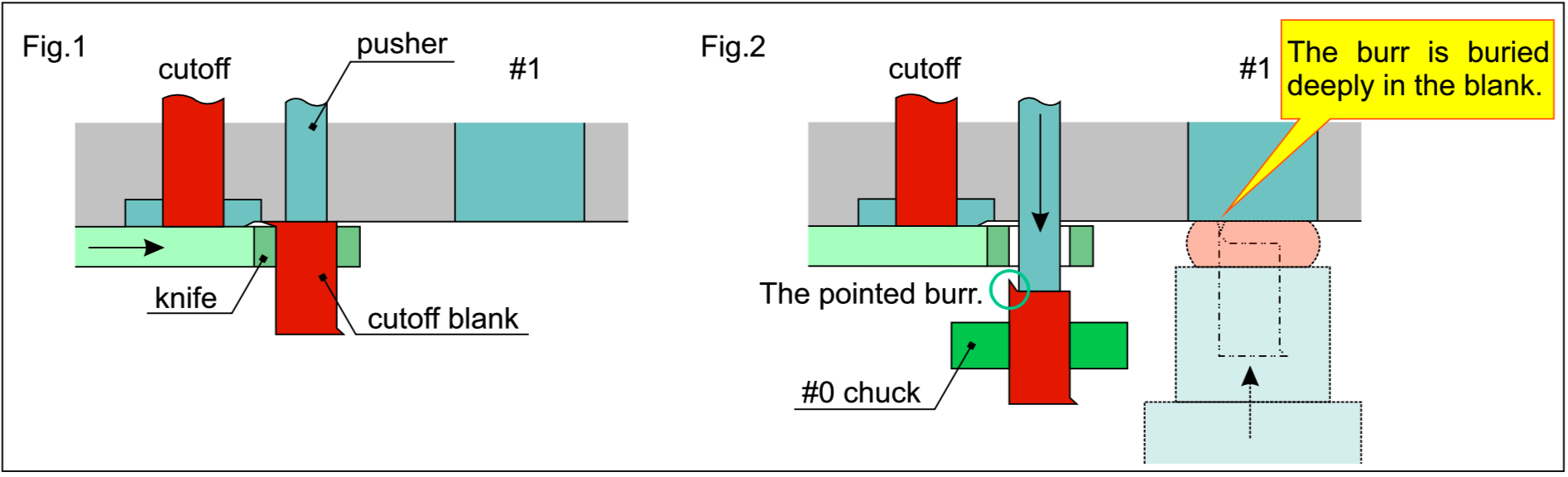
In general case of forging process, cutoff blank is pushed out from cutter knife and grasped by #0 chuck, which causes burr raised during the blank being pushed out. Then the burr will be hardened by cooling water, so that the burr is buried deeply in the blank at the #1 upsetting station. (Fig.2)
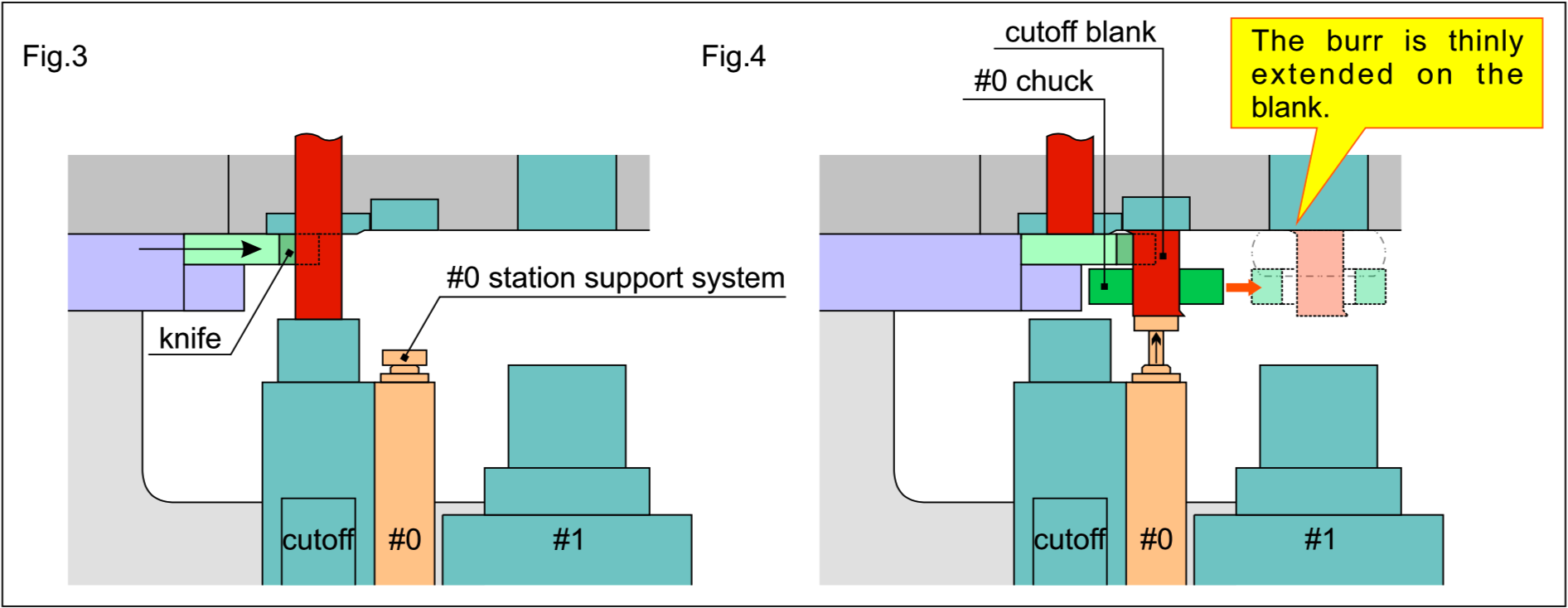
Sakamura therefore have developed “#0 Station Support System” in order to solve such burr problem.
The new system enables to avoid such burr being raised at the #0 station, because the cutoff blank is grasped by #0 chuck being supported by #0 Station Support System, and then transferred to upsetting at #1 station. As the result of it, the burr is thinly extended on the blank. (Fig.4)